6000*8000米���,大T型槽平板訂做
時(shí)間:2015/12/26 8:29:23
瀏覽量:379
大型T型槽平臺 ��,鑄鐵平板�,裝配平臺訂做咨詢:
公司名稱:泊頭市卓遠(yuǎn)機(jī)械設(shè)備制造有限公司
注冊地址:河北省泊頭市交河開發(fā)區(qū)
傳真號碼:0317-8031093
聯(lián)系方式:(河北)15369812793 褚連勝
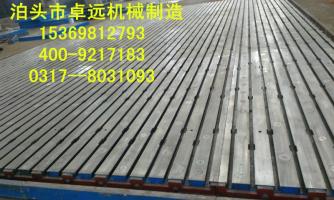
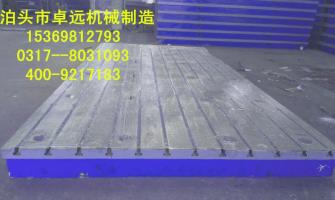
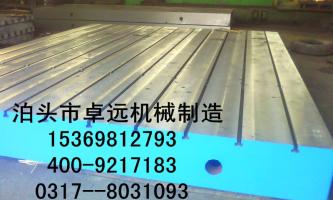
T型槽平臺的制造工藝
T型槽平臺在澆注完成后開始用振動(dòng)清沙和人工除沙并清理鑄鐵平臺毛坯周圍的廢棄物,清沙完畢后鑄件自然放涼并開始第一次回火(時(shí)效處理)�����,鑄件在回火窯升溫至780°并在窯種和窯的溫度同時(shí)降至50°方可出窯�。鑄鐵平臺的鑄件在粗加工的時(shí)候使用的是濟(jì)南產(chǎn)龍門刨床和斷面銑床使鑄鐵平臺四周及上下面成正方形或是長方形,如果需要開T型槽必須在刨完平面后放置一天后才能開T型槽或是U型槽�����、矩型槽等加工���。如果客戶需要的精度較高個(gè)光潔度較高�,那經(jīng)過粗加工后必須用我廠自有的昆明機(jī)床廠產(chǎn)的6000*3000的數(shù)控龍門銑床進(jìn)行精加工����,數(shù)控龍門銑床加工后的精度直線度和平面度每米誤差0.008mm,光潔度可以控制在1.2以內(nèi)經(jīng)過人工拋光后光潔度最高可以達(dá)到0.8�。如果在鑄鐵平臺上進(jìn)行鉆孔或是絞螺紋孔也可以用數(shù)控龍門銑床進(jìn)行一次性完成,精度高���,光潔度高�����。




Manufacturing process of T-slot platform
After the pouring is completed, the T-slot platform starts to use sand for vibration and manual sand removal and cleans the waste around the blank of the cast iron platform. After the sand is finished, the castings naturally cool down and start the first tempering (aging treatment), and the castings are back. The kiln is heated to 780 ° and the kiln and kiln temperature are simultaneously reduced to 50 ° to exit the kiln. The cast iron platform castings are used in the roughing process. The gantry planer and section milling machine are used to make the cast iron platform square or rectangular around the top and bottom. If you need to open the T-slot, you must place it for one day after the plane is finished. Type groove or U-shaped groove, rectangular groove and other processing. If the customer needs higher precision and higher finish, after roughing, it must be finished with 6000*3000 CNC gantry milling machine produced by our own Kunming Machine Tool Factory. The precision straightness of CNC gantry milling machine after processing The flatness is 0.008mm per meter, and the finish can be controlled within 1.2. After manual polishing, the finish can reach 0.8. If drilling or twisting the threaded hole on the cast iron platform, it can also be completed in one time with a CNC gantry milling machine with high precision and high finish.
Company name: botou zhuoyuan mechanical equipment manufacturing co.,LTD
Registered
address: jiaohe development zone, botou city, hebei province
Fax
number: 0317-8031093
Contact
information: 15369812793 (WeChat with the same number) liansheng chu
Postcode:
062151
Enterprise
email:1358827475@qq.com
Account
Opening Bank: Botou Branch of Bank of China
Account
number: 100399943203
Agricultural
bank account number: 6228481739059615270
http://zhuoyuanjixie.com